Energy Saving
Energy-saving Technologies We have Worked on
In 1970, we built Japan’s first energy-saving industrial furnace lined with ceramic fiber blanket, since then, we have been promoting energy saving in the industrial furnaces, developing new combustion and waste heat recovery technologies one after another.
Equipment improvements to achieve energy savings
Factors as object of energy saving are roughly summarized as the following 3 items.
- Furnace body design
(downsizing, strengthened insulating, reduction of miscellaneous losses such as cooling water loss, etc.) - Waste heat recovery
(recuperator, regenerative burner, etc.) - Combustion control
(air-fuel ratio control, furnace pressure control, optimization of heating curve, etc.)
Example of furnace body design (downsizing, strengthened insulating, reduction of miscellaneous losses)
Downsizing Design of Aluminium Heat Treatment Furnace
Minimized furnace body reduces furnace surface area by 25%, achieving energy and installation space savings.
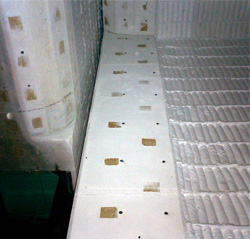
Highly-insulated Furnace Body
Weight-saving of lining materials has reduced both inertia heat loss and furnace shell radiation heat loss dramatically.

Typical ceramic fiber block


Conventional refractory
Reduction of Cooling Water Heat Loss
Renovation to highly-insulated refractory constitution has reduced cooling water heat loss by 30%. Not only that, we have eliminated cooling water heat loss from large ingot reheating furnace for free forging by making the lintel to be waterless design.
Fully waterless-designed large reheating furnace for forging

Strengthened insulation of skids in continuous reheating furnace
Example of Waste Heat Recovery
Self-recuperative burners have less heat loss compared to the conventional central recuperator, thanks to this burner design, we have achieved approximately 15% of energy saving in car bottom heat treatment furnaces.
Our patented multi-port regenerative burner system is excellent in temperature uniformity in the furnace chamber because of distributed flame patterns. Combine with our own air-fuel ratio control technology per each individual burner, we can expect stable and energy-saving effect.

Patented multi-port regenerative burner

Heat treatment furnaces with recuperative gas burner
Combustion Control (air-fuel ratio control, furnace pressure control, optimization of heating curve, etc.)
Air-fuel Ratio Control Technology
Our original air-fuel ratio control technology per each individual burner is a control system that can adjust individual burner combustion in response to the every changing situation. Particularly, in regenerative burner control, it can reduce oxygen level in the furnace as well as power consumptions of combustion air blower and exhaust induced draft fan.
Energy Saving by Optimization of Heating Curve
Our new On/Off control has a functionality to minimize the deviation between heating curve and process temperatures, and can improve uselessness and unreasonableness in burner combustion by its automated function to change control zone partitioning.